The nozzle, also called the copper nozzle, is one of the most important parts in laser cutting. The nozzle is located at the low end of the cutting head of the laser pipe cutting machine. The laser beam and auxiliary gas act on the cutting material through the nozzle. Its main function is to gather the auxiliary gas and form high pressure, release it to the surface of the cutting material and the cutting seam, and blow. It removes the melted and vaporized base material produced during the laser tube cutting process, leaving a clean slit. At the same time, it prevents contaminants such as slag and smoke from rebounding upward, thereby protecting the internal lens.

Laser cutting nozzles are common consumables in laser pipe cutting systems. The nozzle used for laser cutting adopts a simple structure, that is, a tapered hole with a small round hole at the end. Design is usually done using trial and error methods. Since the nozzle is generally made of copper and is small in size, it is a vulnerable part and needs to be replaced at a certain frequency.
With the acceleration of the modernization process, laser tube cutting technology has been implemented and widely used. In recent years, the requirements for laser cutting nozzles have increased significantly. Let us briefly talk about several key functions of the laser nozzle in the laser pipe cutting machine.
At the beginning, the power capacitor signal is collected and transmitted through the ceramic ring to the data converter. The data signal processor pushes the data signal to the equipment monitoring center. The equipment monitoring center stops reflection according to the data signal and adjusts the position of the laser in the vertical direction, thereby continuously tracking the relationship between the laser cutting head and the product workpiece throughout the laser cutting process.
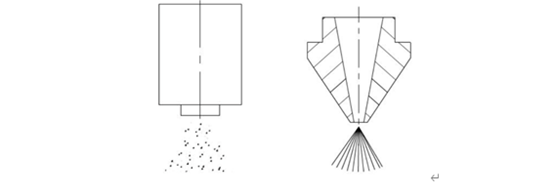
Second, the interior is designed to properly direct steam through the laser-cut product workpiece and create excess pressure at the nozzle inlet and outlet fittings. The smaller the nozzle inlet and outlet holes, the higher the working pressure. The higher the working pressure, when laser cutting CO2, CO2 passes through the nozzle, and part of the working surface is oxidized by the air of the same laser cutting preform, which displays the heat value and speeds up laser cutting. The other part passes through the laser cutting surface at high speed, taking away the slag and maintaining a proper appearance on the laser cutting surface. Working pressure ensures successful termination of laser cutting.
The third is to keep the camera lens inside the laser cutting head. The auxiliary gas used for laser tube cutting has completely different effects with and without a nozzle. The function of the nozzle can well prevent debris such as molten stains from rebounding upward and passing through the nozzle to contaminate the focusing lens. Control the gas diffusion area and size, thereby controlling the cutting quality. During the entire laser cutting process of the laser pipe cutting machine, especially in the hole punching machine, magnetron sputtering often produces slag. The high-pressure steam blown out by the laser cutting nozzle can block most of the magnetron sputtered materials, thereby keeping the lens clean. be damaged.