Since the emergence of lasers in the 1960s, a series of technologies related to laser applications have seen vigorous development. Among them, laser welding technology began to be used in industrial manufacturing in the 1970s, and has gained increasingly widespread application in the automobile roof welding. Due to its high energy density, lasers can weld and cut at faster speeds when used as the light source for welding. In addition, when using lasers for welding, materials experience minimal deformation, allowing for a more intact shape. With the continuous improvement and advancement of laser welding technology, the costs of related equipment and processes have significantly decreased, while the level of laser welding has continued to rise. Laser welding technology is widely used in all aspects of automobile manufacturing. And in the welding of automobile roofs, laser welding has gradually become the mainstream technology in this field by virtue of a series of technical advantages.
In the past, traditional automobile roofs and side panels were assembled onto the vehicle body by using conventional resistance spot welding, installed through a pressing process. However, this welding and cutting process was slow, often resulting in secondary rework and low efficiency. With the advancement and development of automobile manufacturing technology, automobile roofs and side panels are now using laser welding. And the strength of the laser welding between the roof and side panels is superior to conventional resistance spot welding, which can help save consumables such as sealant and sealing strips, thereby reducing costs. Taking HGlaser’s Automobile Roof Laser Welding Automated Production Line as an example, it can save 6 to 16 million for every 100,000 vehicles, reducing costs by about 40%.
Laser welding is fast and efficient. For example, in the welding of the automobile roof with a length of 1700mm, traditional electric welding requires 35 welding points, with each welding point taking 3 seconds. When using a robot for welding, the total welding time for the entire roof is 35 × 3 = 105 seconds. However, with laser welding, the brazing speed can reach 75mm/s. Similarly, using a robot for welding only takes 1700/75 = 22.7 seconds, which demonstrates the efficiency improvement provided by laser welding.
In addition, laser welding provides excellent sealing without the need for PVC coating and rubber strips (commonly known as ‘backpack straps’). For example, automobile enthusiasts may be familiar with the fact that German cars often do not have ‘backpack straps’ on the roof, whereas Japanese cars often do because of the use of sealing strips. This is because German cars have been developed for a long time and their technology is more mature. Additionally, German cars tend to focus more on technology. By using laser welding for the roof, the vehicles appear seamless without any additional traces. Therefore, German cars always enjoy a more streamlined appearance and higher aesthetic value.

Despite the numerous advantages of laser welding, there are also some shortcomings in practical industrial manufacturing. For example, in laser welding, if the cleanliness of the base material surface is insufficient or if there is significant loss in the optical lenses of the focusing system, it can lead to the occurrence of pores, affecting the quality of the welding seam. Compared with other welding processes, laser welding technology requires higher technical proficiency and often entails larger costs. Among all laser welding processes, the automobile roof welding has the longest length, highest quality requirements, and the greatest difficulty in control. Additionally, the precise control of the laser beam is also a major technical challenge. How to accurately control the beam to reach the target welding point is a key aspect of the welding process.
HGLaser’s Automobile Roof Laser Welding Automated Production Line effectively addresses the series of shortcomings mentioned above. Currently, in mass-produced models, our laser brazing speed reaches 120mm/s, and laser flying welding speed reaches 180mm/s, leading the domestic market. Additionally, we have developed standardized laser welding systems, modular process control programs, and other solutions to provide customers with the most comprehensive technical solutions.

Besides, the common quality defects of laser welding on automobile roofs include waves, pores, depressions, false welding, weld beads, and gaps. To address these defects, we can control them by optimizing welding parameters, optimizing part matching, adjusting welding posture and laser spot focus in the early stages. While HGLaser’s Automobile Roof Laser Welding Automated Production Line boasts high stability, excellent welding quality, low welding defects, and a pass rate of over 99%, making it an industry leader.

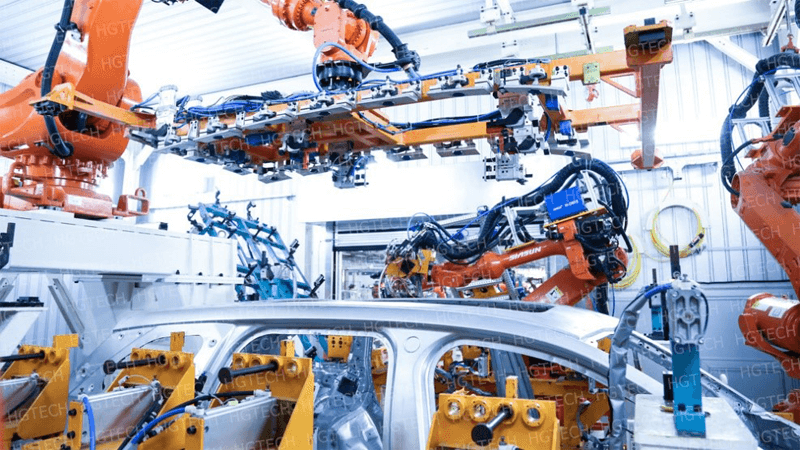
In addition, our equipment applications have extended from traditional fuel vehicle manufacturers to the field of new energy vehicles. The new energy vehicle manufacturing industry is undergoing technological upgrades, industrial transformation, and manufacturing improvement. The integration of advanced laser processing technology with automobile automation production is becoming increasingly popular. It can be foreseen that the application prospects of lasers in the new energy vehicle manufacturing industry will become increasingly broad.