Factor 3: Weld Seam Arrangement
In modern automotive body welding, laser welding has been widely adopted to replace traditional resistance spot welding. This shift aims to reduce costs, enhance production efficiency, significantly improve impact resistance and fatigue resistance of the vehicle body, and consequently elevate overall automobile quality. Laser welding, characterized by rapid energy release, high energy density, concentrated heat, and short interaction times, has found increasing applications in the automotive manufacturing sector in recent years. Another advantage of laser welding lies in its ability to utilize reflective mirrors, deflection prisms, or optical fibers to transmit or focus laser beams in any direction, even to hard-to-reach areas. Additionally, laser welding contributes to weight reduction in the vehicle body while further enhancing its strength and rigidity. For double-sided galvanized sheets used in the body, resistance spot welding would lead to increased resistance due to zinc, resulting in larger weld points and subsequent processing challenges.
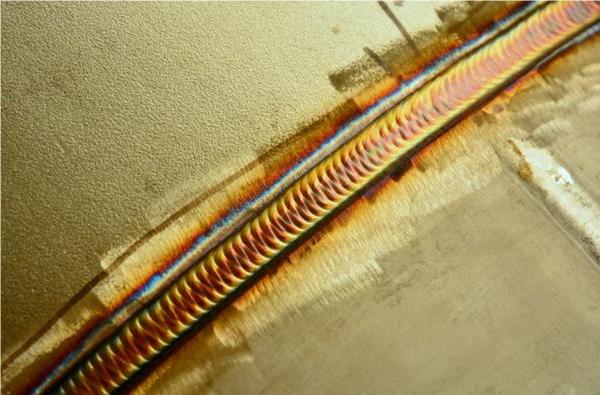
In laser welding, when employing high-power lasers to weld relatively long weld seams on the vehicle body, significant thermal deformation occurs at the welding positions. The latter half of the welded joint experiences the most severe deformation. This extensive heat-induced deformation results in a serrated appearance of the weld seam, indicating that the welding distortion occurs before the solidification of the weld seam. The heat generated during laser welding continually propagates along the welding front, accumulating as it progresses, with the highest accumulation in the latter half. Therefore, to effectively mitigate thermal deformation of vehicle body components, the “segmented welding” approach proposed in some researches, has been proposed as a solution to this issue. In the context of segmented laser welding for vehicle bodies, determining the length and spacing of weld seams presents a significant challenge in the design of the vehicle structure and the formulation of manufacturing processes.
During laser welding on vehicle doors, overly long weld seam arrangements can lead to surface irregularities or serrated welding defects. This is particularly pronounced in the overlap joint areas of three-dimensional components, where ensuring uniform contact gap between the two sheets is challenging. In other words, the overlap joint cannot maintain a consistent gap from one end to the other. Such irregularities can result in welding defects during laser welding. By replacing the arrangement of a single longer weld seam with the arrangement of two shorter segments of weld seams, significant improvements in weld seam surface formation have been achieved.